1 Materials and Methods Experiments were conducted in the jujube demonstration base of micro-irrigation in the Mengzi Village, Yinzhou Township, Mizhi County. This area is located in the typical hilly and gully region of the Loess Plateau. It belongs to a semi-arid temperate climate with insufficient rainfall and dryness throughout the year. . However, there is a large temperature difference between day and night, and sunshine is abundant, which is suitable for the growth of fruit trees. The average annual rainfall is 451.6 mm, mainly in July-September. The test site is bare land with an average slope of 17b. The horizontal soil and water conservation engineering measures are mainly used, and the horizontal steps are smooth. The soil quality is loessial soil, the bulk density is 1.27 g/cm3, and the field water holding capacity of the 0~60 cm planned wetting layer is 22%. (Percentage of dry earth weight), the stable infiltration rate of soil surface moisture was 1.4 mm/min.
The test material was the plum branches trimmed in the past and was grown to about 10 cm in each section; the loess soil on the slope was used as the soil for the slopes, sieved with a 2 cm hole iron sieve, and dried after being dried; the water retaining agent was Hongsenbaoshui. The agent, each treatment is 100 g, add water to be used as a 1:50 concentration colloid and set aside.
Four drip irrigation plots are arranged on the level of the flat surface. The drippers are arranged at about 40 cm from the horizontal edge, and the dripper spacing is more than 1.2 m so as to prevent the wet bodies from intersecting each other. Dig a 30 cm wide, 60 cm long, and 40 cm deep pit around the dripper. Two of the plots were prepared with a mixture of water-retaining agent colloid and soil and filled in soil pits, with a depth of 20 to 40 cm soil layer and soil compaction. The other two plots crush the excavated soil and fill it back in the pit. . The design flow rate of drip irrigation was 5 L/h and the drip irrigation time was 7 h. After the drip irrigation was stopped, the vertical section of the wetted body was excavated, and the maximum longitudinal infiltration distance and the average soil moisture content of the wetted body were measured.
The soil evaporation barrels were divided into inner barrels and outer barrels. The inner barrels were iron barrels with a diameter of 10 cm and a height of 20 cm, and the outer barrels were PVC barrels with a diameter of 11 cm. A total of 9 evaporation barrels were prepared and treated with control (CK), 5 cm thick tree cover (A), and 10 cm thick tree cover (B) with 3 replicates for each treatment. The treated dry soil was layered and filled into iron drums. The soil bulk density was the same as that of natural soil. Water was added to a certain amount of water and then covered with branches. The weight of the evaporation drum was measured at 17:00 every afternoon.
Set up 18 1 m × 1 m plots, treatment with control (CK), water retaining agent (a), 5 cm thick tree cover (b), 10 cm thick tree cover (c), 5 cm thick tree cover + Water retaining agent (d), 10 cm thick tree cover + water retaining agent (e), 3 repetitions for each treatment. After the arrangement, a certain amount of water is drip-filled in each plot and dried every 10 days. Soil Moisture Meter for Measuring Soil Water Content.
2 Results and analysis 2.1 Influence of water retaining agent on wetted body under drip irrigation conditions The effect of water retaining agent on wetted body under drip irrigation is shown in Table 1. The test results show that the water retaining agent in the depth of 20-40 cm absorbs a large amount of water and is obviously It reduces the vertical infiltration distance of soil moisture and increases the average moisture content of the wetted body.
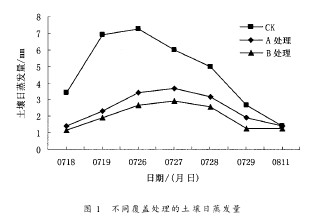
2.2 Effect of tree cover on soil evaporation Table 2 and Figure 1 show the daily evaporation of soil under different soil moisture conditions under different cover treatments. From Table 2 and Figure 1, it can be seen that when the soil moisture content is high, the daily evaporation of the soil is large, the effect of the tree cover on inhibiting evaporation is obvious, and the amount of soil evaporation can be reduced by about 2/3; as the water content decreases, The daily evaporation of soil decreased continuously, and the effect of tree cover on inhibiting evaporation was also reduced. When the soil moisture content decreased to a certain degree, the soil surface became dry, and the soil evaporation amount between tree cover and control was not significantly different; the effect of weather on soil evaporation Also very large, July 18 was a cloudy day, and the atmospheric evapotranspiration on July 19 was not as large as July 26, so the first three times of soil evaporation did not coincide with the trend of soil moisture; two species of 5 cm and 10 cm The thickness of the tree cover has little difference in the effect of inhibiting soil evaporation.
Table 1 Comparison of Wetting Agents of Water Retention Agents and Controls
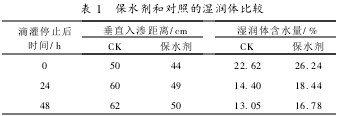
Table 2 Soil moisture content corresponding to time in Figure 1

Fig. 1 Daily evaporation of soil by different treatments
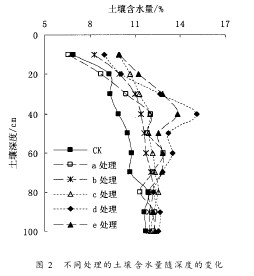
2.3 Effect of tree cover and water-retaining agent on soil moisture content As can be seen from Figure 2, the average soil moisture content of each treatment is higher than that of the control, and the performance is obvious in the depth range of 0 to 70 cm; the tree cover covers soil moisture in each layer. Affected, the greatest impact on the surface layer of water, 10 cm thickness of the tree cover the surface of the soil moisture content is highest, about 30% higher than the control; water retaining agent on the 20 ~ 40 cm layer and 40 ~ 70 cm soil layer have an impact , Relatively increased by more than 10% of the soil moisture content; branches covered with water retaining agent treatment as a superposition of two measures, the effect is very significant, 0 ~ 70 cm soil moisture content is 24% higher than the control.
Fig. 2 Change of soil water content with depth in different treatments
3 Conclusion The effect of tree cover on soil evaporation suppression is obvious. With the increase of soil moisture content, the effect of steam suppression is increased. When the mass water content is greater than 16%, 2/3 of soil evaporation can be suppressed; the thickness of 5 cm and 10 cm The difference in soil evaporation is not significant. Under the condition of drip irrigation, the water retaining agent can significantly reduce the vertical infiltration of soil moisture and increase the average soil moisture content of the wetted body. Tree cover and water-retaining agent increase soil moisture content from 0 to 70 cm; tree cover is effective in maintaining surface soil moisture, 10 cm thick tree cover increases surface water content by about 30%, and water retaining agent is applied to the soil. The lower layer of soil has a greater impact, increasing the soil moisture content by more than 10%. The water saving effect of the tree branches combined with water retaining agent is very significant, which increases the soil moisture content by 0 to 70 cm by 24%.
Metal Stamping Parts
Stamping (also known as pressing) is the process of placing flat sheet metal in either blank or coil form into a stamping press where a tool and die surface forms the metal into a net shape. Stamping includes a variety of sheet-metal forming manufacturing processes, such as punching using a machine press or stamping press, blanking, embossing, bending, flanging, and coining.[1] This could be a single stage operation where every stroke of the press produces the desired form on the sheet metal part, or could occur through a series of stages. The process is usually carried out on sheet metal, but can also be used on other materials, such as polystyrene.Stamping is usually done on cold metal sheet. See Forging for hot metal forming operations.
Main particulars
|
10
|
MAIN PARTICULARS |
|
Material |
iron, carbon steel, stainless steel, brass, copper, alloy steel, aluminum, cold rolled steel with various plating |
|
Standard |
ASTM, ASME, DIN, JIS, ISO, BS, API, EN |
|
Certificate |
ISO9001, BV |
|
Dimension |
As per drawing, as large as we can |
|
Processing |
Laser/Line cutting, Stamping, CNC Punching, CNC Bending, Welding, Assembling, ect. |
|
Finishing surface |
Machined surface with tectyl891, blasting and painting(Hempel, Inter, Sigma, Jotun), anodize, polishing, zinc plated, nickel plated |
|
Marking |
as per clients` requirements |
|
Inspection |
material, construction, dimension, heat treatment, hardness, NDT |
|
Quality |
ISO9001, BV, PPAP control production |
|
Lead time |
5 days for sample, consult with customer for mass production |
|
Delivery |
Express for sample, ocean shipping/air for mass production |
|
Our Capabilities |
CNC Machining, CNC center machining, drilling, milling, turning, grinding, tapping, forging, stamping |
|
Engineering&manufacturing services |
R&D process, tooling and gauging design, product design Integrated CAD/CAM system, test and measuring |
|
Technology |
Professional tooling design as per drawings and samples |
|
Others |
Recyclable, in line with environmental requirements and standards, and reliable |

Stamping is by press and die for sheet, strip, pipe and profiles, such as outside force, to produce plastic deformation or separation, to obtain the required shape and size of the workpiece forming method (stamping).Stamping and forging belong to plastic processing (or pressure processing), called the forging press.Stamping of billet is mainly hot rolling and cold rolling steel plate and steel belt.Steel all over the world, there are 60 ~ 70% is plank, most of them after punching into finished products.Car body, chassis, fuel tank, radiator fin, boiler drum, the container shell, motor, electric iron core silicon steel sheet stamping processing.Instruments and meters, household appliances, bicycles, office machinery, household utensils, and other products, also have a large number of stamping parts.
Stamping processing is the use of conventional or special equipment of the power, the deformation of sheet metal in the mould is directly force and deformation, thereby gaining a certain shape, size and performance of the production technology of product parts.Sheet metal, stamping mould and equipment is processing of the three elements.According to the stamping processing temperature is divided into hot stamping and cold stamping.The former is suitable for the deformation resistance is high, poor plastic sheet metal processing;The latter at room temperature, it is commonly used plate stamping method.It is metal and plastic machining (or pressure) is one of the main methods, also belongs to the material molding engineering technology.
Used by stamping mold known as the stamping die, die for short.Die is the material (metal or non-metallic) processing into salt pieces of special tools required.Is of vital importance to the die in stamping, did not conform to the requirements of punching die, stamping production batch is difficult;No advanced punching die, stamping process of advanced cannot achieve.Stamping process and die, stamping equipment and materials to form the three elements of stamping processing, can only draw stamping them together
Stamping Parts
Stamping Parts,Precision Metal Stamping,Custom Stamping Parts,Metal Stamping Parts
Shinvast Industry Ltd , http://www.shinvastindustry.com