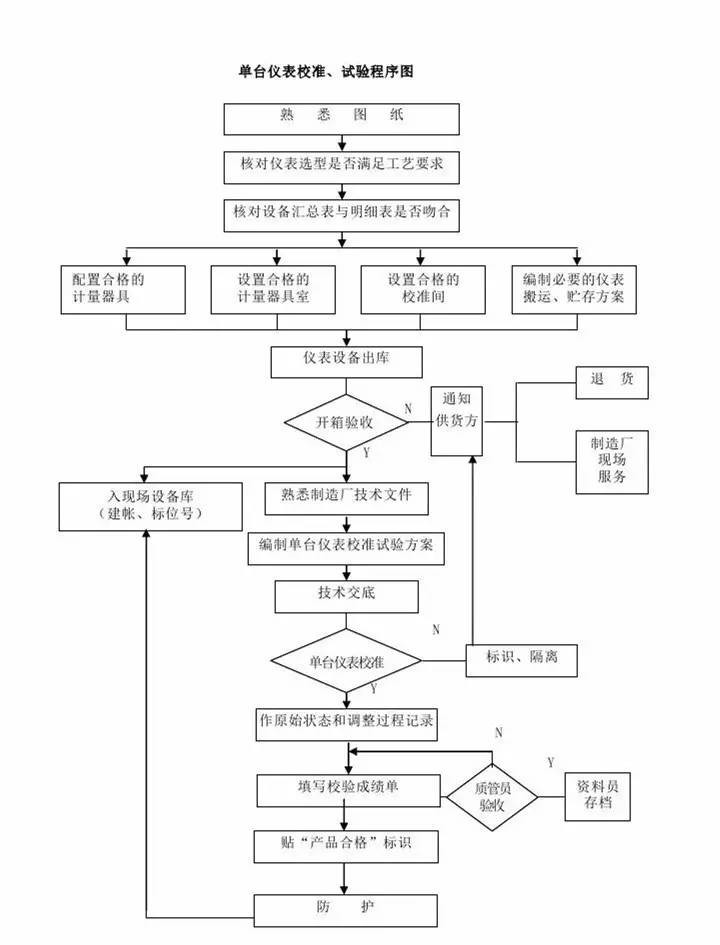
The calibration and test of a single instrument is traditionally called a calibration. It is the calibration before the instrument is installed. It is the value represented by the indication, physical measure or standard substance of the measurement instrument or measurement system under the specified conditions. A set of operations that are related to the corresponding quantities determined by the reference standard.
The calibration and test of a single instrument is traditionally called a calibration. It is the calibration before the instrument is installed. It is the value represented by the indication, physical measure or standard substance of the measurement instrument or measurement system under the specified conditions. A set of operations that are related to the corresponding quantities determined by the reference standard. Its purpose is to: check whether the score table is damaged during transportation; check whether the specification, model and function of the instrument meet the requirements of the design document; whether the precision of the instrument meets the requirements of the manufacturer's technical documents. Therefore, it is a work with high technical content, fine work requirements and a relatively wide range of work. The quality of this work will directly affect the product quality and operational safety of the system test and installation, and will have a major impact on the evaluation of the construction quality of the instrumentation project.
Due to the rapid development of industrial automation instrumentation industry and the continuous emergence of new technologies and products, the single instrument calibration test involves a wide range of aspects. Therefore, this article is only for reference and the specific operation should be based on the specific circumstances of the unit.
mostly according:
1. Project contract contract or agreement (specific to document number);
2, instrument design and construction drawings and other technical documents;
3, technical documents provided by the instrument manufacturer;
4, "Automation and Instrumentation Engineering Construction and Acceptance Specifications"
5, automated instrumentation installation quality inspection and assessment standards GBJ131-90;
6, according to the construction of the project organization and design of the "instrument construction schedule".
7. Measures for the management of metrological verification personnel in the chemical industry.
Construction process:
1. General rules
(1) Test environment conditions: The calibration and test of the instrument (without actuator) should be performed in the test chamber. The laboratory should have the following conditions:
a. The room is clean, quiet, with sufficient light, no vibration, and no interference with the electromagnetic field of the instrument and the line.
b. The indoor temperature is maintained at 10~35°C.
c. The power supply voltage is stable. The AC power supply and the voltage fluctuation of the DC power supply above 60V should not exceed ±10%. DC power supply voltage fluctuations below 60V should not exceed ±5%.
d. The gas source should be clean and dry. The dew point should be 10°C lower than the minimum ambient temperature. The gas source pressure should be stable and the pressure regulating facilities should be complete.
(2) Standard instruments and meters used for instrument calibration and testing shall have valid certifications for measurement verification. The absolute value of the basic error should not exceed 1/3 of the absolute value of the basic error of the instrument being calibrated.
(3) The instrument calibration and test conditions, items and methods shall conform to the requirements of the manufacturer's technical documents and design documents, and shall use the special tools and test equipment provided by the manufacturer.
(4) Personnel engaged in calibration and test work shall have corresponding qualifications and verification certificates issued by the competent provincial or above chemical departments, and be able to master the operational skills of the test items, and properly use and maintain the measuring instruments used.
(5) The calibration point of a single instrument should be evenly selected within the full-scale range, and generally should not be less than 5 points.
(6) Appearance inspection should be performed on the instrument before calibration and test of the instrument. The contents should include:
a. The model, specification, material and explosion-proof level of the instrument should meet the requirements of the design documents.
b, no deformation, damage, paint loss, missing parts and other defects, the main shape of the shape, connecting thread meet the design requirements.
c. Nameplate signs, accessories and spare parts are complete.
d. The product technical documents and quality certificates are complete.
(7) After the instrument has been calibrated and tested, it should meet the following requirements:
a. The basic error and hysteresis should meet the allowable error of the instrument.
b. The instrument zero is correct, and the deviation value does not exceed 1/2 of the allowable error.
c. The alarm and interlock setting deviation does not exceed the allowable error of the meter. The set value meets the design document requirements.
d. The pointer is free from jitter, friction, and beating during the entire trip.
e. Adjustable components should have room for readjustment.
f, digital display instrument flicker-free phenomenon.
g, recording instrument marking or typing should be clear, recording paper moves normally. The recording error meets the accuracy requirements of the instrument.
(8) After the instrument calibration test, the calibration record shall be filled in promptly, and the data shall be true, the project shall be complete, the writing shall be legible, the signature shall be complete, and the “qualified product†mark and the marked position shall be affixed to the apparent position of the body.
(9) The calibrated meter should be properly kept in accordance with the relevant requirements of the company's material storage procedures. The unqualified instrument that is adjusted shall be notified by the planner and the work number engineer of the notified unit, together with the relevant personnel such as the supervisor and the owner, after inspection and confirmation, returning to the storage.
1.Easy to operate. It can use computer or programmer to program.
2.One cast moulding frame, stable, no easy to deformation.
3.The workbench has a heating function, effectively promote product flow performance.
4.Run smoothly and precise, no bubbles and glue leakage.
Automatic Feeding Machine,Pvc Dispensing Machines,Pvc Dispensing Machines
Dongguan Jinyu Automation Equipment Co., Ltd. , http://www.jinyumachinery.com